For special robot applications, such as honing bores or continuous quality monitoring using flexible in-line measurement technology, it is important that the kinematics of the robot remain constant over a long period of time – months or years.
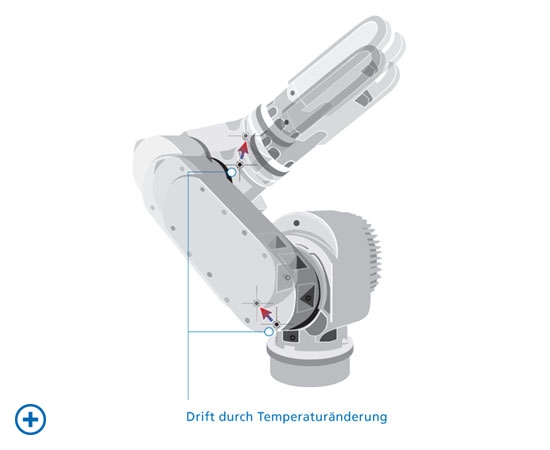
Deviations in the Tool Centre Point (TCP) of up to 0.8 mm, which can occur due to variations in the ambient temperature or the self-heating of the robot, cannot be tolerated! Even the slightest deviation means that tolerances cannot be maintained, resulting in high scrap rates.
The solution is to continuously compensate for the robot’s temperature drift using LaserLAB measurement sensors.
Ideally, the measurement process takes place while the components are being conveyed, so that production does not have to be delayed or stopped. The robot kinematic model is continuously calculated after each measurement sequence.
The temperature drift of the robot is mapped by changes in the length parameters in the kinematic model and automatically fed into the robot controller.
The robot’s inverse kinematics ensure that the spatial points remain unchanged.