Rüstzeitoptimierung und schnelle Wartung nach Crash
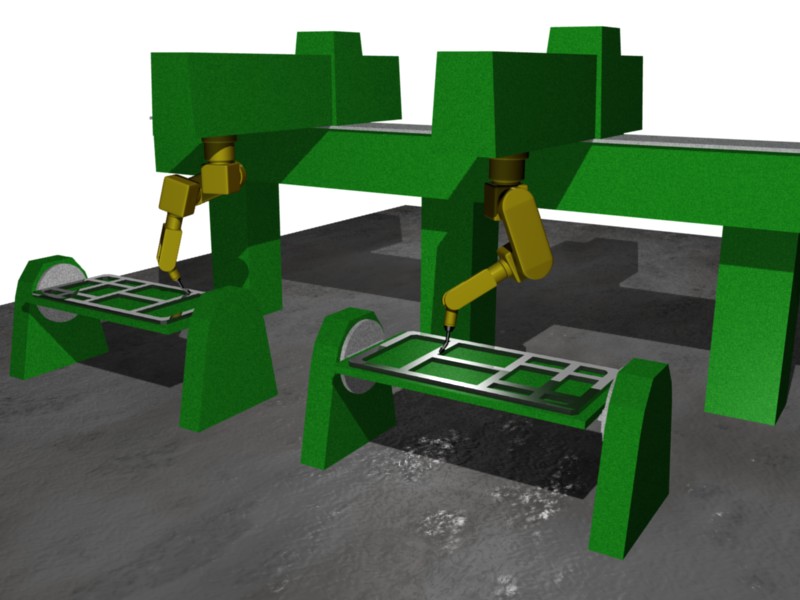
Der Kunde betreibt mehrere XY-Portale mit Motoman HP20-Robotern und NX100-Steuerung. Dort werden sogenannte Rahmentafelverschraubungen, die für den Gerüstbau benötigt werden, im MIG/MAG-Schweißverfahren ausgeschweißt. Die Rahmen werden auf Vorrichtungen gespannt und diese auf einen Positionierer in der Roboterzelle abgesteckt.
Nach einem Crash oder zur Überprüfung des Roboters ist der Kunde in der Lage, alle 6 Roboterachsen und die beiden Portalachsen in nur 20 Minuten zu mastern. Eine Steighilfe für den Zugang zu den Portalachsen ist nicht mehr erforderlich.
Nach einem Vorrichtungswechsel wird die neue Vorrichtung mit dem Roboter und dem LaserLAB schnell und präzise vermessen, so dass kein Nachmessen mehr notwendig ist.
Durch die einfache Bedienung des LaserLAB ist der Kunde in der Lage, die Vermessung seiner Vorrichtungen nach und nach selbst durchzuführen.
Offline Programmierung möglich
Ein Punktversatz wird ausgeschlossen
Absolutgenaues Vermessen durch loop:in
Keine Probleme mit alten KR6-Robotern
Case
Anlagenbeschreibung
Der Kunde hat eine Fertigungslinie in seiner Lackiererei, in der PVC als Unterbodenschutz auf den Karosserieunterboden aufgetragen wird. In der Anlage stehen 12 KUKA KR16-Roboter auf Linearachsen, ausgerüstet mit SCA Schuker-Sprühlanze mit jeweils drei Düsen. In der Linie Nahtabdichten stehen vier alte Kuka KR 6-Roboter, die nur über Nonius justiert werden können.
Aufgabenstellung
Die ursprüngliche Aufgabenstellung bestand darin, ein Verfahren zu entwickeln, um den Roboter und die Portalachsen schnell und automatisch zu mastern. Der Kunde hat mit seinen Robotern relativ häufig Crashs mit der Folge, dass die Masterung des Roboters oder der Portalachsen nicht mehr stimmt. Die anschließende Kalibrierung mit dem von Motoman angebotenen elektronischen Messtaster nimmt 1 bis 2 Stunden in Anspruch. Diese Zeit sollte deutlich verkürzt werden.
Die zweite Aufgabe, die uns gestellt wurde, war die Verkürzung der Rüstzeiten. Die Vorrichtungen haben eine Größe von 2,5 m x 1,5 m und werden mit einem Gabelstapler in den Positionierer gehoben. Die Vorrichtungen sind jedoch relativ ungenau gespannt, so dass nach einem Wechsel der Vorrichtung das Roboterprogramm immer verschoben und neu geteacht werden musste. Je kleiner die Losgrößen der produzierten Teile werden, desto wichtiger wird es, die Rüstzeiten zu optimieren.
Umsetzung
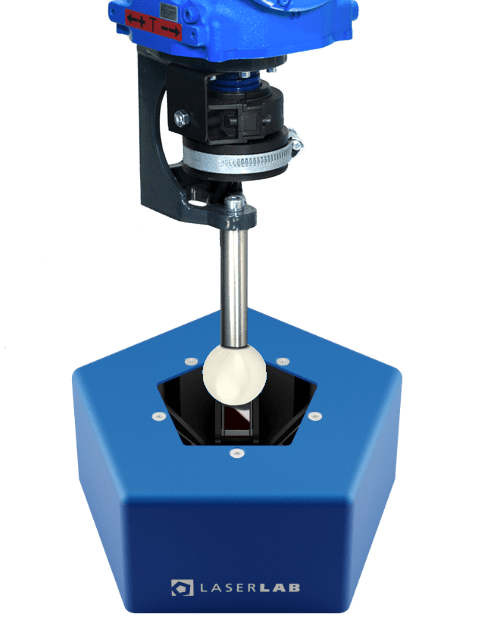
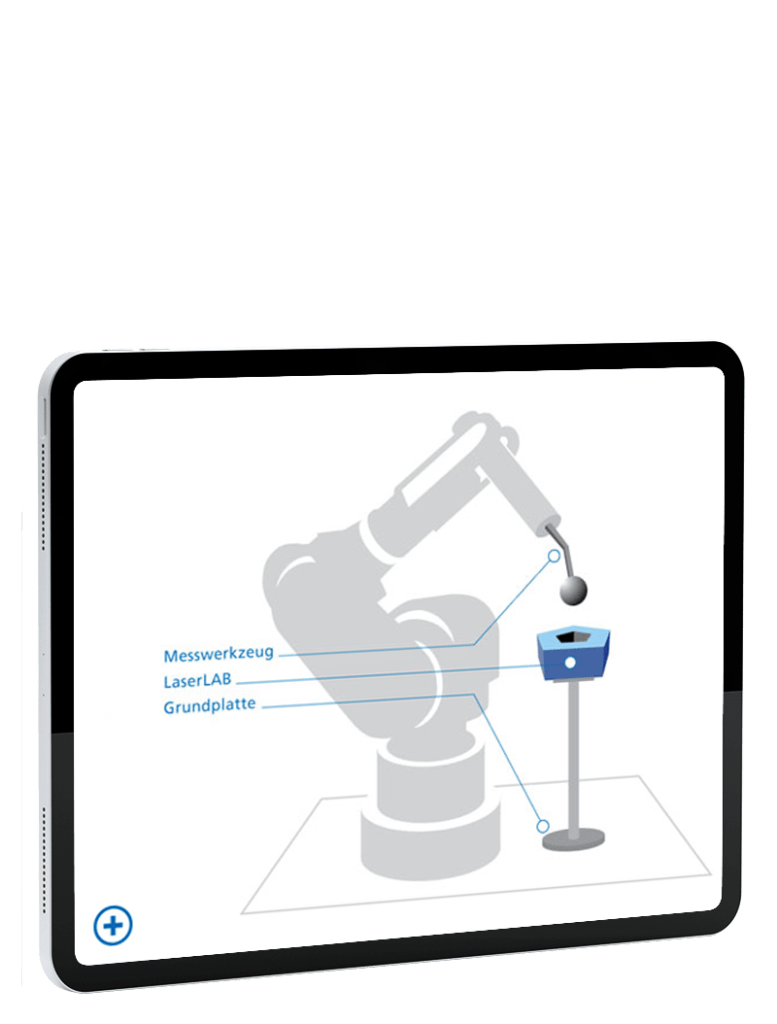
An einem Pfeiler des Portals wurde eine Grundplatte befestigt, an die das LaserLAB angeflanscht wurde. An den Schweißbrenner wurde anstelle der Kontaktspitze ein Messstab mit Messkugel angeschraubt. Der Messstab wurde so ausgerichtet, dass der Mittelpunkt der Messkugel dem Arbeitspunkt des Schweißdrahtes (TCP) entspricht. Mit dem LaserLAB und der Software loop:in wurden jetzt alle Roboterachsen und die Achsen des XY-Portals automatisch so gesteuert, dass die Messkugel stets im Zentrum des LaserLABs blieb. Auf diese Weise wurden ca. 30 Messungen durchgeführt, aus denen die optimalen Werte für die Masterung des Roboters ermittelt wurden.
In einem zweiten Schritt wurden an einer Vorrichtung 4 Passbohrungen zur Aufnahme von Messstäben angebracht. Die Roboter sind mit einem Schnellwechselsystem ausgestattet. Der Schweißbrenner kann schnell entfernt und stattdessen eine Halterung für das LaserLAB aufgespannt werden. Mit einem eingelernten Roboterprogramm werden nun die 4 Messstäbe mit dem Roboter und dem LaserLAB vermessen. Das Ergebnis der Messung ist ein sogenanntes User-Koordinatensystem, das direkt an den Roboter übertragen wird. Die Genauigkeit, mit der die neue Position der Vorrichtung gemessen wurde, betrug maximal 0,4 mm.
Produkte
Diese Wiest-Produkte kamen zum Einsatz:
LaserLAB
Die ultimative All-in-One-Lösung für Mess- und Kalibrieraufgaben in Roboterzellen